I riassunti , gli appunti i testi contenuti nel nostro sito sono messi a disposizione gratuitamente con finalità illustrative didattiche, scientifiche, a carattere sociale, civile e culturale a tutti i possibili interessati secondo il concetto del fair use e con l' obiettivo del rispetto della direttiva europea 2001/29/CE e dell' art. 70 della legge 633/1941 sul diritto d'autore
Le informazioni di medicina e salute contenute nel sito sono di natura generale ed a scopo puramente divulgativo e per questo motivo non possono sostituire in alcun caso il consiglio di un medico (ovvero un soggetto abilitato legalmente alla professione).
Le fresatrici sono macchine utensili destinate alla lavorazione di superfici piane, di scanalature a profilo semplice o complesso, di incavi, di ingranaggi, ecc. per mezzo di un utensile rotativo, la fresa.
La fresatura è possibile se le superfici sono aperte almeno da un lato per consentire l’entrata dell’utensile.
Le fresatrici hanno le seguenti caratteristiche: elevata produttività, buona finitura superficiale e ottima precisione dimensionale dei pezzi lavorati.
In queste macchine il moto di taglio è posseduto dalla fresa, montata su di un albero detto mandrino, che realizza il moto circolare continuo della fresa stessa con una velocità periferica prefissata (velocità di taglio della fresa).
Il moto di alimentazione, normalmente rettilineo uniforme, viene impresso ad una tavola orizzontale su cui viene montato e fissato il pezzo da lavorare. Questa tavola, che si può spostare manualmente o automaticamente in varie direzioni, conferisce al pezzo la necessaria e prefissata velocità di alimentazione.
Moti relativi tra utensili e pezzo
La formazione del truciolo in fresatura avviene in condizioni molto diverse rispetto alla tornitura. L’utensile è un solido di rotazione provvisto di denti (taglienti) e lavora portandoli successivamente a contatto con il pezzo.
Il moto di taglio è dato all’utensile; la fresa è dotata di moto rotatorio intorno al proprio asse. Il moto di avanzamento può essere dato al pezzo o all’utensile (questo ultimo caso solo per le macchine più evolute). Quello che importa è però il moto relativo utensile – pezzo, che in generale è solo secondo un asse (gli assi di moto aumentano solo in presenza di CN).
Ciascun tagliente opera ad intermittenza, ossia per un piccolo angolo ed è inattivo (riposa) per la restante parte della rotazione. Conseguenze:
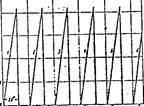
Le forze di taglio sono quindi pulsanti: raggiungono un valore massimo e poi cadono a zero quando il tagliente non è più impegnato.
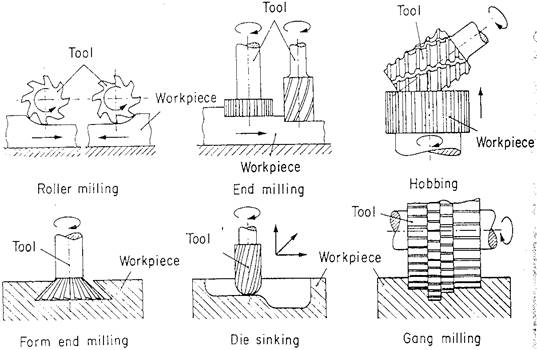
Principali tipi di fresatura:
Esempi di operazioni di fresatura:
notiamo dall’ultimo disegno che le frese a profilo costante possono essere utilizzate per creare profili.
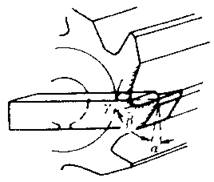
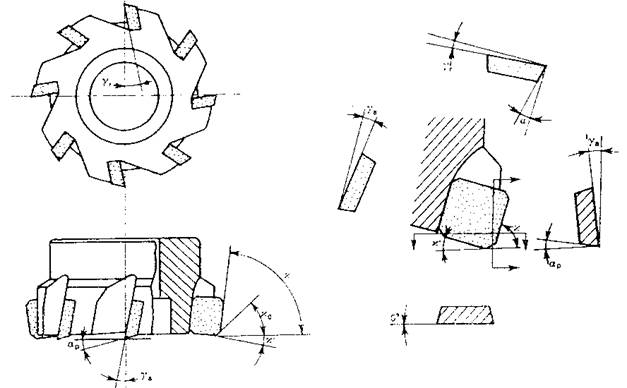
Notiamo immediatamente che la geometria di ogni singolo tagliente è assimilabile a quella di un utensile monotaglienti per cui i parametri restano gli stessi; la differenza sta nel fatto che i taglienti non sono sempre in presa.
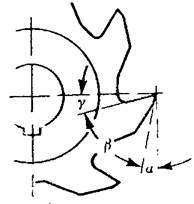
Nella seconda figura possiamo individuare:
Gli angoli di spoglia α e γ sono angoli apparenti. Gli angoli reali variano con la velocità di taglio e di avanzamento e sono quelli formati tra gli spigoli dorsale e frontale e, rispettivamente, la tangente e la normale alla traiettoria del tagliente del dente.
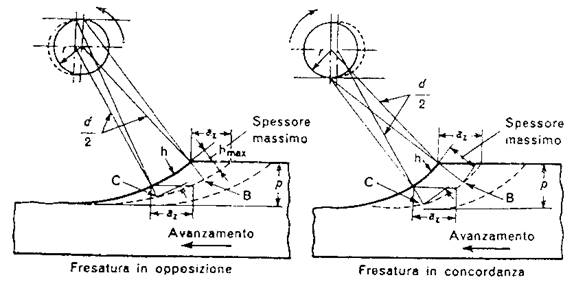
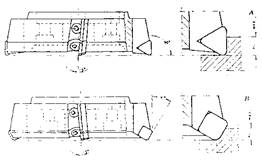
La fresatura periferica può essere:
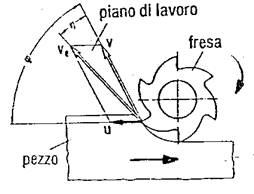
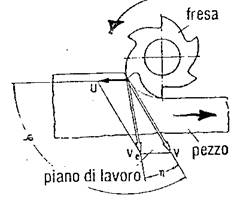
Fig - Fresatura in concordanza ed in opposizione
Si può in ogni caso considerare il pezzo fermo e quindi attribuire all’utensile il moto di avanzamento u (di verso opposto all’avanzamento del pezzo).
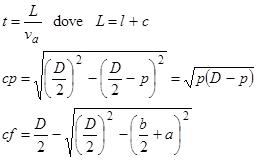
Alcuni parametri fondamentali sono:
![]()
dove a è l’avanzamento e z è il n° di denti
L’utensile spesso è scelto dai cataloghi proprio in funzione di questo parametro
![]()
dove u = velocità di avanzamento [mm/min] e n = n° giri del mandrino [giri/min]
![]()
Caratteristiche:
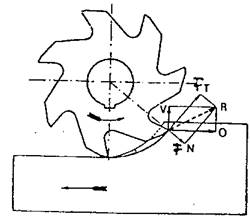
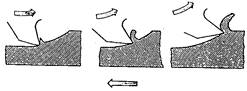
Lo spessore del truciolo asportato va via via aumentando da 0 ad hmax; per questo si un aumento della forza di taglio finché il truciolo non si stacca e immediatamente la forza ritorna a 0.
All’attacco di ogni tagliente si ha uno schiacciamento del materiale con conseguente incrudimento.
La risultante R della forza tangenziale FT e della forza normale FN può essere scomposta nella forza orizzontale O e nella forza verticale V.
La forza O è utile: ha senso opposto al moto della tavola porta – pezzo e quindi assicura che la chiocciola sia sempre in appoggio sui filetti della vite (recupero dei giochi)
La forza V è dannosa: tende a staccare il pezzo dalla tavola.
Caratteristiche:
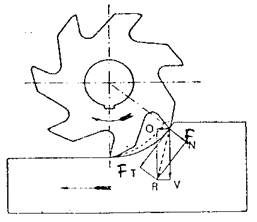
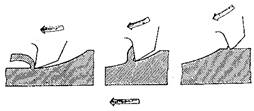
L’utensile si impegna nel pezzo in corrispondenza dello spessore massimo quindi FT è decrescente, la precisione della superficie lavorata è maggiore.
La forza V è utile perché tiene aderente il pezzo alla tavola
La forza O è dannosa: agisce nello stesso senso dell’avanzamento e trascina il pezzo sotto la fresa se esiste gioco tra vite e chiocciola.
Per poter impiegare la fresatura in concordanza è necessario eliminare il gioco fra vite e madrevite. Senza un dispositivo opportuno ogni volta che un dente entra in presa la tavola viene spinta avanti e lo spessore del truciolo ↑ di una quantità pari al gioco esistente. Il sovraccarico può causare rottura.
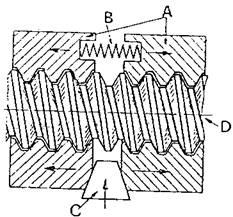
Esistono vari dispositivi meccanici e idraulici basati sull’adozione di una doppia chiocciola che consentono di eliminare i giochi:
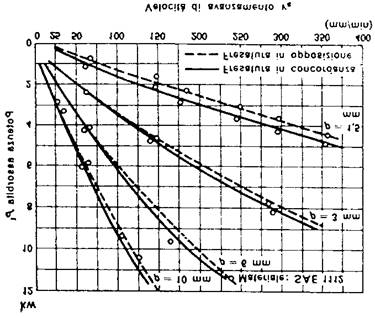
Nel grafico che segue riportiamo la variazione della potenza assorbita in funzione della velocità di avanzamento per fresatura in concordanza e opposizione.
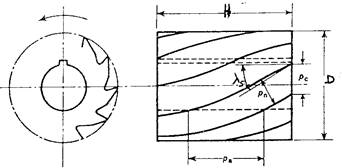
I parametri fondamentali sono:
Inoltre:
Gli angoli di spoglia variano passando da una sezione normale al profilo del tagliente in cui sono α e γ, ad una sezione normale all’asse della fresa (angoli αx e γx) e si ha:
![]()
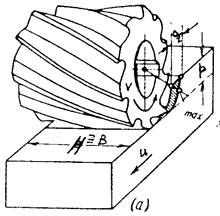
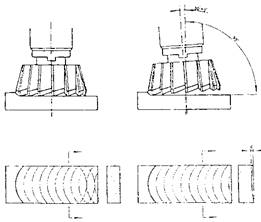
Le frese elicoidali sono usate per tentare di uniformare le forze di taglio, altrimenti con troppi picchi e valli (fonte di vibrazioni).
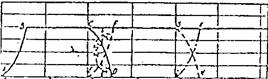
A sinistra, distribuzione delle forse con tagliente adenti dritti. Con il tagliente elicoidale (a destra) le forze sono meglio distribuite. Si parla di condizione limite
Parametri principali:
Valori degli angoli delle frese frontali:
Materiali |
γr |
γa |
χ0 |
χ |
αp |
Acciai teneri |
-10…-15 |
5…10 |
45 |
75 |
4…6 |
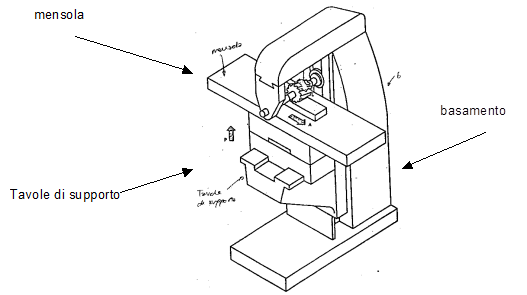
Esistono due grandi famiglie dal punto di vista costruttivo:
Comprendono sostanzialmente un montante e un basamento fusi in monoblocco e una mensola a spostamento verticale, dove è montata la slitta a croce, che esegue il movimento trasversale e provvede alla guida della tavola longitudinale. Il pezzo è sostenuto da una serie di tavole che consentono i movimenti. Questo sistema è a sbalzo rispetto al montante.
A seconda della disposizione del mandrino si distinguono fresatrici orizzontali, verticali e universali. La più diffusa è la fresatrice universale a mensola.
Dimensionamento delle fresatrici a mensola in base all’utensile
Nr. |
Diametro |
Attacco |
Diametro |
Potenza |
Velocità |
1 |
160 |
40 |
73 |
3 |
45-2000 |
Le fresatrici vengono classificate con numeri in base alle dimensioni e alla potenza. Notiamo che la velocità diminuisce all’aumentare delle dimensioni.
Altro importante parametro è l’attacco utensile (vedere “Fissaggio dell’albero portafresa al mandrino”)
Dimensionamento delle fresatrici a mensola in base al pezzo
Nr. |
Dimensioni |
Campo di posizionamento |
Carico |
Peso macchina [kg] |
1 |
1000 x 315 |
710 x 400 x 250 |
250 |
1700 |
Deve il suo nome al bancale, sul quale appoggia tutta la machina. Questa struttura implica che l’altezza della tavola e quindi del pezzo sia fissa, contrariamente a quanto avviene sulla fresatrice a mensola.
Grazie all’ampia superficie di appoggio sella tavola sul bancale, il peso del pezzo e dell’attrezzatura gravano direttamente sul bancale, per cui è possibile lavorare pezzi anche di grosse dimensioni.
Hanno una struttura formata da un basamento solidale al montante. Sul montante sono applicate le guide verticali, lungo le quali si sposta una testa a mandrino orizzontale oppure verticale. Nel basamento è ricavata una guida trasversale per la slitta a croce, su cui si muove in direzione longitudinale la tavola portapezzi. L’eliminazione della mensola conferisce alla macchina un’elevata rigidità. La testa con un mandrino verticale od orizzontale scorre in direzione verticale sul montante.
Il sistema a tavole non è più a sbalzo percui il pezzo può muoversi secondo 1 o 2 assi coordinati, ma non lungo quello verticale. I moti di avanzamento del pezzo sono lungo gli assi x e y, quello dell’utensile lungo l’asse z.
Fonte: https://www.universibo.unibo.it/file/1416/download/
Sito web da visitare: https://www.universibo.unibo.it
Autore del testo: G. Tani - Ing. L. Orazi
Il testo è di proprietà dei rispettivi autori che ringraziamo per l'opportunità che ci danno di far conoscere gratuitamente i loro testi per finalità illustrative e didattiche. Se siete gli autori del testo e siete interessati a richiedere la rimozione del testo o l'inserimento di altre informazioni inviateci un e-mail dopo le opportune verifiche soddisferemo la vostra richiesta nel più breve tempo possibile.
I riassunti , gli appunti i testi contenuti nel nostro sito sono messi a disposizione gratuitamente con finalità illustrative didattiche, scientifiche, a carattere sociale, civile e culturale a tutti i possibili interessati secondo il concetto del fair use e con l' obiettivo del rispetto della direttiva europea 2001/29/CE e dell' art. 70 della legge 633/1941 sul diritto d'autore
Le informazioni di medicina e salute contenute nel sito sono di natura generale ed a scopo puramente divulgativo e per questo motivo non possono sostituire in alcun caso il consiglio di un medico (ovvero un soggetto abilitato legalmente alla professione).
"Ciò che sappiamo è una goccia, ciò che ignoriamo un oceano!" Isaac Newton. Essendo impossibile tenere a mente l'enorme quantità di informazioni, l'importante è sapere dove ritrovare l'informazione quando questa serve. U. Eco
www.riassuntini.com dove ritrovare l'informazione quando questa serve