I riassunti , gli appunti i testi contenuti nel nostro sito sono messi a disposizione gratuitamente con finalità illustrative didattiche, scientifiche, a carattere sociale, civile e culturale a tutti i possibili interessati secondo il concetto del fair use e con l' obiettivo del rispetto della direttiva europea 2001/29/CE e dell' art. 70 della legge 633/1941 sul diritto d'autore
Le informazioni di medicina e salute contenute nel sito sono di natura generale ed a scopo puramente divulgativo e per questo motivo non possono sostituire in alcun caso il consiglio di un medico (ovvero un soggetto abilitato legalmente alla professione).
MANUALE DELLA SALDATURA
1 – Introduzione generale
La saldatura è una giunzione che consente di unire parti solide in maniera permanente, realizzando la continuità del materiale.
Nella saldatura si fa uso , normalmente, di un metallo di apporto che viene distribuito allo stato fuso tra i lembi del materiale base.
Nel caso il materiale base non fonda ma venga solo riscaldato, si ha la saldobrasatura.
Saldabilità : un materiale viene definito “ saldabile “ quando si presta a realizzare delle strutture con una certa continuità metallica.
La saldabilità è , dunque , una proprietà condizionata dalle caratteristiche finali che il giunto saldato deve avere.
All’ interno di ogni giunto saldato si può distinguere una zona fusa ZF ed una zona termicamente alterata; quest’ ultima è veramente importante , in quanto in sua prossimità si verificano o si possono verificare gravi difetti , quali cricche a caldo, cricche a freddo e strappi lamellari.
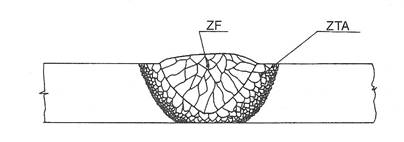
Per tenere sotto controllo la ZTA degli acciai debolmente legati , è fondamentale la prova di resilienza che serve a valutare la continuità metallica del giunto saldato.
Quando si esegue una saldatura autogena per fusione con una sorgente termica concentrata , si fonde il materiale base ed il materiale di apporto; ogni punto del giunto saldato subisce , dunque , un ciclo di riscaldamento e successivo raffreddamento.
Fondamentale per il controllo di una saldatura è il calcolo del fattore “ Q “ noto come “ apporto termico specifico “
Q=(I x V x 60) / v ( J/cm )
Dove I = corrente in Ampères
V=tensione in Volts
v = velocità di saldatura in cm/min
Sulla severità del ciclo termico , oltre al fattore Q , altrettanto influenti sono lo spessore dei pezzi e la temperatura di preriscaldo ( da 50°C a 300 °C ) , effettuato in alcuni casi
per ridurre la velocità di raffreddamento che , se troppo breve, potrebbe creare dei difetti in zona fusa e Zta ( cricche ).
Rd(%)=(Volume materiale base Fuso) x 100 ( Volume totale zona fusa )
Il rapporto di diluizione varia in funzione del sistema di saldatura impiegato : Saldobrasatura Rd% = 0
Saldatura ad elettrodo rivestito
Rd= 30% in prima passata Rd=10% nelle passate finali
Saldatura Tig manuale Rd% = da 20% a 40% Saldatura ad arco sommerso
Rd% = 65% con tecnica a forte penetrazione ( narrow-gap ) Rd% = tra 30% e 40% sulle prime passate in multypass Rd% = tra 10% e 15% sulle passate finali in multypass
Saldatura MIG/MAG ( filo continuo )
Rd% = tra 10% e 20% in short arc e pulsed arc Rd% = tra 10% e 40% in spray arc
Rd% = tra 5% e 20% sulle passate finali
In questo sistema di saldatura , la fonte di calore è fornita dalla combustione creata da due gas diversi Ossigeno e Acetilene o Ossigeno e Propano all’interno di un cannello. Il procedimento ossiacetilenico è prettamente manuale : il saldatore tiene in mano il cannello indirizzando la fiamma verso il giunto e nell’altra il materiale di apporto.
Dato che le temperature di fusione dei due materiali sono molto diverse ( il materiale di apporto è solitamente una lega basso fondente a base di argento o ottone ) , il materiale base non fonde ma viene solo scaldato , mentre quello di apporto , fondendo , va ad occupare gli spazi intermetallici creando una struttura compatta ( diffusione capillare ). La temperatura della fiamma è di circa 3100 °C.
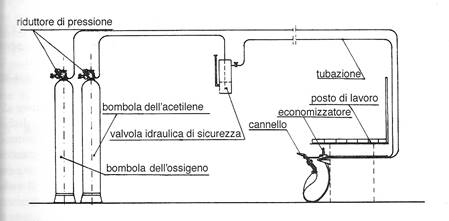
Schema semplificato di un impianto per saldatura ossiacetilenica
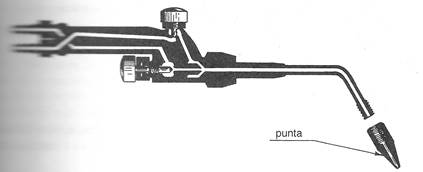
Cannello a bassa pressione con punta intercambiabile
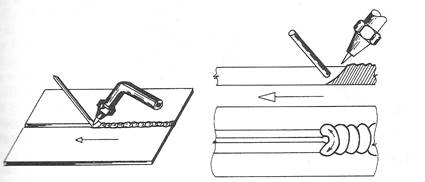
Tecnica di saldatura “ a sinistra o in avanti “
E’ un procedimento di saldatura manuale dove la sorgente termica è costituita dall’arco elettrico che, scoccando tra un elettrodo ed il materiale base , provoca un surriscaldamento che fonde entrambi :
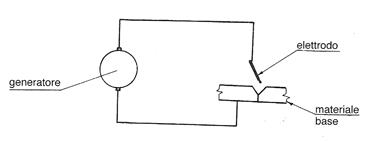
Rappresentazione schematica di un impianto di saldatura ad elettrodo rivestito
L’elettrodo è costituito da una bacchetta metallica contornata da un rivestimento; durante la saldatura si ha la fusione dell’anima ( bacchetta ) che , sotto forma di gocce si trasferisce nel bagno di fusione ( vedi figura ) e del rivestimento , che oltre a partecipare alla fusione stessa , durante la saldatura , volatilizza formando una cappa di protezione di gas che “ coprendo la saldatura “ , evita il contatto con l’aria e ,quindi,
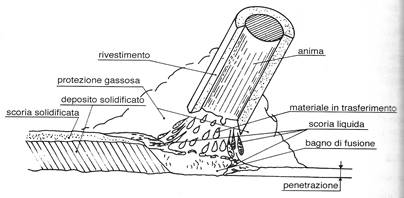 l’ossidazione del bagno di saldatura.
l’ossidazione del bagno di saldatura.
Rappresentazione schematica dell’arco di saldatura con elettrodo rivestito
I generatori di corrente sono in corrente continua, dalla caratteristica cadente, per dare un buon grado di stabilità.
Utilizzando generatori a caratteristica esterna ( I,V ) non molto cadente , le variazioni di lunghezza d’arco influiscono sulla corrente di saldatura , nel senso che,all’aumentare della lunghezza d’arco si hanno notevoli differenze di tensione e , quindi ,riduzione della corrente.
Diverso comportamento hanno i generatori ad inverter dell’ultima generazione che stanno sempre di più prendendo piede nelle applicazioni quotidiane .
Queste sorgenti di corrente sono strutturate in modo molto diverso da quelle
tradizionali;la corrente erogata dalla rete viene raddrizzata e successivamente modulata in piccole unità in modo elettronico , utilizzando una frequenza di accensione e spegnimento ( frequenza di clock ) fino a 100 Khz.
Questa modulazione è indispensabile per trasformare la corrente.
Successivamente , la corrente modulata passa in alternata su un trasformatore,ottenendo una corrente alternata di forma rettangolare con la frequenza corrispondente.
La corrente viene, poi,ulteriormente raddrizzata e livellata con una induttanza. Utilizzando questo sistema di controllo , è possibile utilizzare trasformatori di dimensioni ridottissime e quindi, avere generatori di ridotte dimensioni ed elevata affidabilità che lavorano a frequenze elevate.
L’elettrodo è costituito da un’anima e da un rivestimento ;nella saldatura degli acciai al carbonio e basso legati , l’anima è solitamente costituita da acciaio dolce avente solo la funzione di materiale di apporto , mentre al rivestimento sono affidati compiti di protezione dalla contaminazione dell’aria,protezione liquida del bagno di fusione, disossidazione del bagno ( con Mn e Si ) ,depurazione di quest’ultimo ed apporto di elementi di lega e scorificanti.
In base al tipo di rivestimento , gli elettrodi possono essere raggruppati in : Acidi
Rutili
Basici Cellulosici
Rivestimenti acidi : noti anche come elettrodi ad alto rendimento , hanno buona stabilità di arco con formazione di scoria facilmente asportabile ma non altrettanto facilmente rifusi bile.
Sono molto facili da usare , ma , visti gli elementi che formano il rivestimento che non possono sopportare elevate temperature di essicazione , non proteggono sufficientemente dallo sviluppo di Idrogeno durante la saldatura e , quindi, dall’eventuale formazione di cricche.
Avendo , inoltre , un bagno di fusione molto fluido , non sono consigliabili per le saldature in posizione.
Rivestimenti rutili : sono costituiti prevalentemente da Biossido di Titanio o Rutilo , che conferiscono al bagno di fusione una notevole fluidità ed ottimo aspetto superficiale dopo la solidificazione.
Anche questi rivestimenti , come quelli acidi , praticamente non depurano il bagno e sviluppano una notevole quantità di Idrogeno , per cui non possono essere usati quando vi sia il pericolo di cricche a caldo e a freddo.
Possono essere usati , per la loro facilità esecutiva , per qualunque genere di carpenteria di modesto spessore.
Rivestimenti cellulosici : sono costituiti prevalentemente da cellulosa e ferroleghe , alle quali viene affidato il compito di disossidare il bagno.
Durante la saldatura si ha la gassificazione della maggior parte del rivestimento con pochissima scoria , rendendo , quindi , semplice la saldatura in posizione verticale discendente.
Dato che non patiscono l’umidità sono universalmente impiegati nella saldatura di tubi e necessitano di generatori dalla caratteristica d’arco molto particolare.
Rivestimenti basici : sono costituiti da ossidi di ferro ,ferroleghe di Mn e Si , silicati e , soprattutto, da carbonati di Calcio e Magnesio ai quali viene aggiunto un minerale ( fluoruro di Calcio ) detto fluorite per facilitarne la fusione.
Dato che la fluorite ostacola la stabilità dell’arco , con questo genere di rivestimenti , si usa la corrente continua con la pinza collegata al polo positivo ( polarità inversa ).
I rivestimenti basici sono gli unici che possono sopportare elevate temperature di essicazione ( sino a circa 400°C ) ,garantendo la quasi totale eliminazione dell’Idrogeno e , quindi dell’acqua , rendendoli universalmente impiegati nelle saldature importanti.
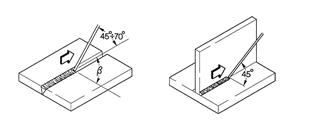
Nella saldatura ad elettrodo rivestito , il processo di saldatura viene attivato portando a contatto l’elettrodo con il pezzo da saldare; per chiudere il circuito , innanzitutto, occorre creare il cortocircuito toccando l’elettrodo ed il pezzo , mantenendo una
sufficiente pressione; successivamente , dopo che è scoccato l’arco di saldatura, mantenendo un angolo quasi verticale , l’elettrodo deve essere lasciato libero di scorrere sul pezzo, “ tirandolo “ da sinistra verso destra.
Valori della corrente in funzione del diametro Valori di impostazione per saldature dell’elettrodo di testa su lamiere di materiale non
legato e debolmente legato
Valori di impostazione per saldature d’angolo su acciaio non legato e debolmente legato.
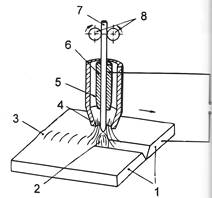
E’ un procedimento di saldatura autogena per fusione dove l’energia termica viene fornita dall’arco che scocca tra un filo elettrodo fusibile alimentato in automatico ed il pezzo da saldare.
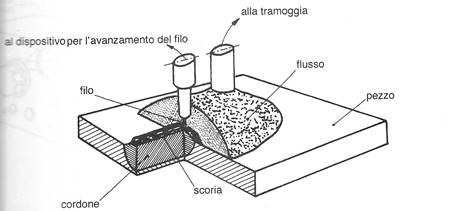
Schema della zona di saldatura con procedimento ad arco sommerso
In analogia al sistema ad elettrodo rivestito , è necessario proteggere il bagno di saldatura dal contatto con l’aria attraverso un flusso che ha le stesse funzioni della scoria dell’elettrodo.
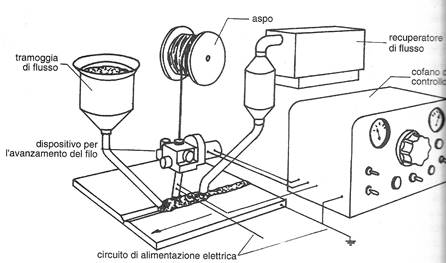
Schema di un impianto ad arco sommerso
In maniera molto schematica , un impianto ad arco sommerso può essere rappresentato dai seguenti elementi :
Il flusso copre la zona d’arco proteggendola dall’ossidazione dell’aria.
Questo sistema di saldatura viene universalmente utilizzato nelle saldature di forti spessori.
I fattori che influenzano la qualità del cordone di saldatura sono : corrente,tensione , velocità filo e velocità di avanzamento.
La corrente di saldatura determina la velocità di fusione del filo, la penetrazione e la quantità di materiale fuso.
Aumentando la corrente aumenta la penetrazione.
La tensione di saldatura influisce sulla larghezza del cordone di saldatura che aumenta all’aumentare della tensione.
La velocità di saldatura influisce sulle dimensioni del bagno di fusione.
Aumentando la lunghezza libera del filo ( stick-out ) si ha una variazione della tensione ed una diminuzione della penetrazione.
E’ una speciale tecnica di saldatura , nota anche come “ tecnica a cianfrino stretto “, impiegata per forti spessori con cianfrini a pareti parallele molto ravvicinate.
Come si può notare dalla figura sopra riportata , questa saldatura,riducendo sensibilmente il volume della zona fusa,permette notevoli vantaggi di produttività e limita sensibilmente le deformazioni di ritiro.
Come ben si può immaginare,questo particolare sistema di saldatura presenta notevoli difficoltà operative e necessita di una maggiore cura nell’esecuzione e di una maggiore preparazione del personale addetto all’esecuzione;nel caso di difetti, infatti,non è assolutamente facile intervenire sul giunto.
Come per la saldatura ad arco sommerso, è un procedimento di saldatura autogena per fusione,dove l’energia termica è fornita tra un arco che scocca tra il filo elettrodo ed il pezzo da saldare.
Unica differenza è la protezione dall’aria che viene fornita da un gas inerte ( MIG ) che non partecipa alla fusione o attivo ( MAG ) che partecipa alla fusione.
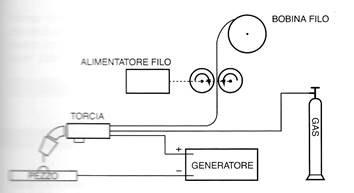
Schema di un impianto a filo continuo
MIG = METAL INERT GAS MAG = METAL ACTIVE GAS
Si considera MIG la saldatura che utilizza gas inerti ( es.Argon ), mentre si considera MAG la saldatura che utilizza gas attivo ( CO2 ) oppure miscele di ArCO2 che contengono una parte attiva anche se minima.
L’Argon puro si usa prevalentemente nella saldatura dell’alluminio,del rame e delle sue leghe ( ad.es.il bronzo ).
La miscela ArCO2 in diverse percentuali si usa, invece, in tutti gli altri materiali ( ferro,inox,ecc… ).
Nella saldatura a filo continuo, a seconda di come si staccano le gocce di materiale di apporto, si può parlare di trasferimento a corto circuito o short - arc e trasferimento in spray- arc.
Principio della saldatura a filo continuo.
Lo short –arc si forma nell’area bassa della curva con valori bassi di tensione e corrente.
Come ben si può intuire,si identifica con un arco molto corto noto anche come “ arco di cortocircuito “; si tratta di un processo relativamente freddo ed è universalmente usato per la saldatura di spessori sottili in qualunque posizione.
Lo spray-arc è un tipo di trasferimento del materiale senza cortocircuiti e senza sporuzzi; si forma con elevati livelli di potenza producendo un bagno di fusione molto grande e caldo; è usato su forti spessori.
L’arco pulsato o pulsed – arc si forma se per la saldatura, al posto di una corrente uniforme, viene impiegata una corrente pulsata.
Utilizzando questo tipo di trasferimento con generatori ad arco pulsato, è possibile saldare qualunque materiale eliminando quasi completamente gli spruzzi.
Il sistema Cold Arc sfrutta sostanzialmente un arco di tipo SHORT ARC a bassa energia ( fig.3 );
il filo tocca il pezzo da 60 a 90 volte al secondo seguendo il comando dato dall’inverter. Con questo nuovo sistema di saldatura si sfrutta dal 30% al 40% di energia in meno e si ha una riduzione della distorsione di circa il 25-30%.
Osservando la figura 1 si può notare come sia costantemente sotto controllo il comportamento del generatore durante la fase di accensione dell’arco ( corto circuito ) , e quindi, della tensione ; i dati rilevati dal filo vengono convertiti in digitale alla macchina che li elabora in meno di un microsecondo e provvede ad una nuova riaccensione dell’arco ( molto più dolce ).
In figura 2 , si può notare la comparazione di Potenza applicata tra il sistema tradizionale ( SHORT ARC ) ed il COLD ARC durante la fase di riaccensione dell’arco di saldatura.
Dato che non sempre è possibile disporre di saldatori sufficientemente addestrati,la tecnologia ha aiutato la risoluzione di questo problema sviluppando saldatrici “ sinergiche “ che presentano al loro interno curve di regolazione pre-impostate per i vari materiali e che compensano eventuali errori dell’operatore.
I parametri di saldatura da regolare sono i seguenti :
Leggermente verso sinistra per dare più filo o verso destra per dare meno filo rispetto alla condizione iniziale di sinergia ( zero centrale ).
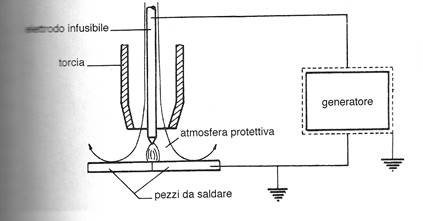
Schema di principio del sistema di saldatura TIG
TIG = TUNGSTEN INERT GAS , ovvero saldatura con elettrodo di tungsteno in atmosfera di gas inerte.
E’ un procedimento di saldatura ad arco dove il calore è prodotto da un arco elettrico che scocca tra un elettrodo infusibile di tungsteno ed il pezzo da saldare in atmosfera di gas inerte ( argon ).
La saldatura viene eseguita portando a fusione i lembi del pezzo da saldare, apportando manualmente con la bacchetta il materiale da riporto.
Per evitare pericolose inclusioni di tungsteno nel giunto, l’elettrodo non deve mai venire a contatto con il pezzo, per questo motivo si crea attraverso un generatore di HF una scarica elettrica che permette l’innesco a distanza dell’arco di saldatura.
Il procedimento TIG ha le seguenti caratteristiche :
In base al materiale da saldare , possiamo distinguere i generatori in tipo a corrente continua ( validi per tutti gli acciai ) e generatori a corrente alternata ( per la saldatura dell’alluminio e del magnesio .
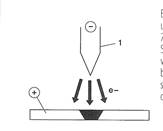 Diagramma polarità diretta
Diagramma polarità diretta
La polarità diretta ( negativo alla torcia ) è quella più usata e consente una limitata usura dell’elettrodo, visto che il 70% circa del calore sviluppato si concentra sul pezzo da saldare.
Si ottengono bagni di fusione molto stretti e concentrati e si possono saldare tutti i materiali metallici ad eccezione dell’alluminio e sue leghe e del magnesio che necessitano di fonti di corrente alternata per vincere l’ossido superficiale ( allumina ). Utilizzando una corrente continua pulsata si ha un miglior controllo del bagno di saldatura ed una limitazione delle deformazioni.
Per utilizzare al meglio il sistema TIG è necessaria un’accurata pulizia dei lembi da saldare per eliminare tracce di olio e sporco ed una corretta affilatura dell’elettrodo di tungsteno.
In caso di contatto tra l’elettrodo ed il pezzo,occorrerà nuovamente fare la punta all’elettrodo ( vedi tabella )
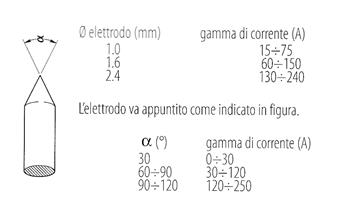
Per quanto concerne le bacchette di apporto , devono avere caratteristiche paragonabili a quelle del materiale base.
E’ assolutamente sconsigliato l’uso di strisce di materiale base , in quanto l’eventuale traccia di olio o tracce di lavorazione potrebbero compromettere la qualità della saldatura.
Come gas di protezione viene usato praticamente sempre l’argon puro.
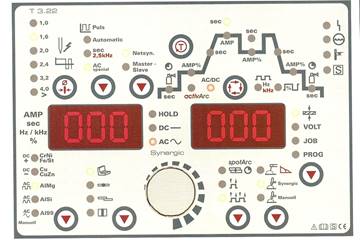
Pannello frontale TIG TETRIX 350 AC/DC
Negli anni 40 l’industria militare americana cercava dei metodi migliori per la saldatura dei metalli , in particolare , per la produzione dei velivoli.
Partendo dal procedimento TIG da poco scoperto, si sono accorti che riducendo l’apertura dell’ugello del gas inerte nella saldatura TIG , le proprietà del getto cambiavano notevolmente; la riduzione dell’apertura conferiva al gas una maggiore velocità e temperatura.
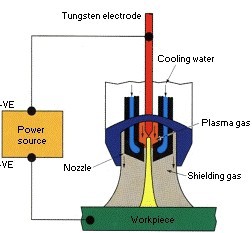
Processo di saldatura plasma
L’arco creato nella torcia plasma è considerevolmente più caldo di quello della TIG. Il restringimento dell’arco elettrico , per mezzo dell’ugello,permette di ottenere un sufficiente grado di ionizzazione del gas, aumentandone così il contenuto energetico complessivo.
La temperatura all’interno del fuso arrivaa circa 30000°K.
L’energia fornita dall’arco elettrico produce , in primo luogo , la dissociazione dei componenti poliatomici del gas , poi produce la ionizzazione ed infine aumenta la temperatura del gas.
Il gas esce dall’ugello con elevato contenuto energetico alla velocità del suono.
Il flusso del gas nella torcia al plasma forma uno strato limite relativamente freddo di gas non ionizzato lungo la parete dell’ugello; in questo modo si ottiene anche una maggiore costrizione dell’arco.
E’ possibile , inoltre, aumentare lo spessore dello strato limite conferendo al flusso una componente di velocità rotazionale ( swirl ).
L’ispessimento dello strato limite ha la duplice funzione di attaccare meglio il flusso all’elettrodo di tungsteno e dall’altro a dare una maggiore stabilità all’arco focalizzandolo in una colonna più stretta e densa.
Sostanzialmente si possono avere due tipologie di arco plasma : trasferito e non trasferito .
Si parla di arco trasferito quando la corrente passa tra l’elettrodo ed il metallo, mentre si parla di arco non trasferito quando la corrente fluisce tra l’elettrodo e l’ugello della torcia.
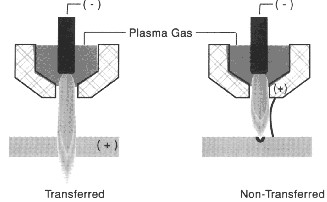
Confronto tra arco trasferito e non trasferito.
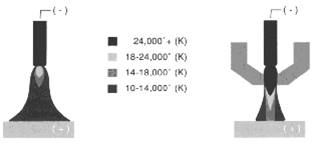
Confronto di temperatura tra TIG e plasma
Le caratteristiche dell’arco plasma possono essere variate cambiando il tipo di gas, la portata,la corrente, il voltaggio e l’apertura dell’ugello.
All’inverso , se il flusso è sufficientemente aumentato , la velocità del plasma è così elevata da espellere il metallo fuso effettuando , così,un taglio del materiale.
Fonte: http://www.frollisald.it/wp-content/uploads/MANUALE_DI_SALDATURA.pdf
Sito web da visitare: http://www.frollisald.it/
Autore del testo: Frolli Sald
Il testo è di proprietà dei rispettivi autori che ringraziamo per l'opportunità che ci danno di far conoscere gratuitamente i loro testi per finalità illustrative e didattiche. Se siete gli autori del testo e siete interessati a richiedere la rimozione del testo o l'inserimento di altre informazioni inviateci un e-mail dopo le opportune verifiche soddisferemo la vostra richiesta nel più breve tempo possibile.
I riassunti , gli appunti i testi contenuti nel nostro sito sono messi a disposizione gratuitamente con finalità illustrative didattiche, scientifiche, a carattere sociale, civile e culturale a tutti i possibili interessati secondo il concetto del fair use e con l' obiettivo del rispetto della direttiva europea 2001/29/CE e dell' art. 70 della legge 633/1941 sul diritto d'autore
Le informazioni di medicina e salute contenute nel sito sono di natura generale ed a scopo puramente divulgativo e per questo motivo non possono sostituire in alcun caso il consiglio di un medico (ovvero un soggetto abilitato legalmente alla professione).
"Ciò che sappiamo è una goccia, ciò che ignoriamo un oceano!" Isaac Newton. Essendo impossibile tenere a mente l'enorme quantità di informazioni, l'importante è sapere dove ritrovare l'informazione quando questa serve. U. Eco
www.riassuntini.com dove ritrovare l'informazione quando questa serve