Los resúmenes, toma nota de los textos que figuran en nuestra página web se ponen a disposición de forma gratuita con fines didácticos de la ilustración, científica, social, civil y cultural a todos los posibles interesados de acuerdo con el concepto de uso justo, y con el 'objetivo de cumplimiento de la Directiva Europea 2001/29 / CE y del «arte. 70 de la ley 633/1941 sobre derechos de autor
La información médica y de la salud en este sitio es de carácter general y para propósitos informativos solamente y por lo tanto no puede en ningún caso sustituir el consejo de un médico (o un autorizado legalmente a la profesión).
PROCESO DE CORROSION
Los aceros se muestran una propensión muy importante a convertirse nuevamente en óxidos. Esto se debe a un fenómeno electroquímico en el cual se verifica un proceso de solubilización del metal siendo el electrolito la propia atmósfera. Es imprescindible para que se produzca el fenómeno la presencia de oxígeno (esto explica la durabilidad de las varillas de acero al interior de la masa de hormigón).El proceso de solubilización tiene lugar a través del transporte de electrones ( partículas elementales de carga negativa ) de un ánodo a un cátodo. La idea más representativa de éste fenómeno la constituye la pila galvánica constituida por dos metales ( o elementos irregulares no homogéneos de un mismo metal) denominados como ánodo y cátodo, un conductor (el propio metal) y un electrolito (atmósfera húmeda, agua dulce o de ácidos, álcalis, soluciones salinas o tierra).La diferencia de potencial que resulta en la superficie de contacto de metal con el electrolito y que caracteriza la tendencia del metal a su disolución se denomina potencial electródico y su magnitud depende en buena parte de la composición del electrolito. Los metales se relacionan, a través de su potencial electródico por comparación con el potencial hidrógeno cuyo valor se toma como cero.
Aquellos metales de PH mayor actúan como cátodos produciendo corrosión en aquellos de menor PH. A los efectos ilustrativos se transcribe la tabla de potenciales electródicos de los distintos metales, indicando sólo aquellos más representativos para nuestro uso:
Oro |
+1.50 |
Plata |
+0.80 |
Cobre |
+0.334 |
Hidrógeno |
0.00 |
Plomo |
-0.127 |
Estaño |
-0.136 |
Hierro |
-0.439 |
Zinc |
-0.762 |
Aluminio |
-1.30 |
Magnesio |
-1.55 |
MEDIDAS DE PROTECCION
Preparación de la superficie: es la etapa crucial en la protección del hierro. Sin una adecuada preparación no pueden esperarse resultados satisfactorios de resistencia frente a la corrosión. Por tanto es importante establecer una calidad promedio de pretratamiento en particular en trabajos de relevancia. Para ello nos podemos basar en una norma sueca STANDARD SIS que relaciona el grado de corrosión de las superficies con el grado de limpieza de las mismas.
Distingue 4 grupos:
corrosión.
comienza a desprenderse.
corrosión o puede eliminarse por raspado. No se observan cavidades.
formado cavidades a gran escala.
Para las condiciones establecidas se analizan dos tipos de preparación de la
superficie.
Para ambas operaciones las superficies se limpiarán para quitar aceites, grasas, etc, y las capas gruesas de óxidos se retirarán con cincel.
St 2 -Cepillado minuciosos.
St 3 -Cepillado muy minucioso.
Sa 1 – Arenado ligero.
Sa 2 – Arenado minucioso.
Sa 21/2- Arenado muy minucioso.
Sa 3- Arenado a metal blanco.
Otra clasificación de tratamientos superficiales para eliminar los contaminantes y el óxido los podemos dividir en:
Detergentes para eliminar la grasitud. El óxido es eliminado con soluciones ácidas conocidas como desoxidantes, debiéndose retirar el exceso de los mismos previo al pintado. Otro método muy eficaz e integral es fosfatizado.
mediante desengrasantes o trapeo con solvente.
Para eliminar el óxido se pueden aplicar varios métodos que indicaremos en orden creciente de eficacia:
RECURSOS CONTRA LA CORROSION
forman el par.
del circuito.
Se logra mediante la transformación superficial del metal, formando una capa de óxido o sal del metal base.
Esta capa debe ser impermeable para evitar la penetración del electrolito.
Algunos de éstos métodos se conocen con el nombre de pavonado y
anodizado.
Estos se aplican ampliamente en la industria y hace falta distinguir dos tipos de protección: la catódica y la anódica.
El metal de recubrimiento tiene un potencial electródico mayor que el del metal base. Para asegurar una buena producción se necesita que el recubrimiento sea contínuo y no poroso.
Como recubrimientos catódicos del hierro o el acero se emplean el estaño, plomo, cobre y níquel.
- Protección anódica:
El metal de recubrimiento posee un potencial electródico menor que el del metal base. El recubrimiento protege el metal de un modo electróquico, al formarse el par galvánico el metal de recubrimiento.
- Procedimientos de ejecución:
Galvanizado: la pieza del metal base que actúa como cátodo se suspende en un baño electrolítico de solución acuosa de la sal del metal a precipitar. Las propiedades protectoras de éste procedimiento son muy eficientes y su tecnología muy simple.
Difusión: Para atribuir a la capa superficial del metal gran resistencia a la formación de óxidos, dureza y resistencia al desgaste se aplica la saturación de la capa superficial con distintos metales (aluminio, cromo, silicio). El tratamiento termoquímico se denomina también recubrimiento por cementación.
Pulverización: Consiste en que la superficie del metal, previamente limpiada, se pulveriza con metal fundido con ayuda de aire comprimido (pulverizador). Este recubrimiento resulta poroso y por ésta razón disminuye la calidad con respecto al galvanizado. Los materiales de recubrimiento son de zinc, cadmio y sus aleaciones.
Plaqueado: consiste en la formación, sobre el metal a proteger de una capa de metal que crea una película fuerte. El hierro se plaquea con cobre y acero inoxidable.
Es el tipo de producción más difundido en el cual la superficie del metal es tratada mediante pinturas. Su tecnología es simple y muy accesible teniendo como desventaja el cuarteo de la capa protectora dejando pasar la humedad. La protección se verifica de acuerdo a los siguientes mecanismos:
del agua y del oxígeno.
SUBSTANCIA |
Temperatura |
Condición |
Tipo |
|||
oC |
oF |
304 |
316 |
|||
Acetato de etilo |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Acetileno |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Acetona |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Ácido acético |
Solución al 10% |
21 |
70 |
Agitado |
Muy resistente |
Muy resistente |
Vapor al 30% |
- |
- |
Caliente |
Mediano |
Resistente |
|
Vapor al 100% |
- |
- |
Caliente |
No resistente |
Mediano |
|
Ácido benzoico |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Ácido carbónico seco |
- |
- |
- |
Muy resistente |
Muy resistente |
|
Ácido fosfórico |
10% |
- |
- |
Agitado |
Muy resistente |
Muy resistente |
10% |
- |
- |
Ebullición |
Muy resistente |
Resistente |
|
25% |
- |
- |
Ebullición |
Resistente |
Resistente |
|
40% |
- |
- |
Ebullición |
Poco resistente |
Resistente |
|
Ácido hidroclorhídrico |
21 |
70 |
- |
No resistente |
No resistente |
|
Ácido láctico |
5% |
21 |
70 |
- |
Muy resistente |
Muy resistente |
10% |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Concentrado |
- |
- |
Ebullición |
Mediano |
Resistente |
|
Ácido muriático |
21 |
70 |
- |
No resistente |
No resistente |
|
Ácido nítrico |
5% |
21 |
70 |
- |
Muy resistente |
Muy resistente |
5% |
- |
- |
Ebullición |
Muy resistente |
Muy resistente |
|
65% |
- |
- |
Ebullición |
Resistente |
Resistente |
|
Concentrado |
- |
- |
Ebullición |
Resistente |
Resistente |
|
Concentrado |
- |
- |
Vaporización |
Poco resistente |
Poco resistente |
|
Ácido nitroso al 5% |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Ácido oxálico |
10% |
21 |
70 |
- |
Muy resistente |
Muy resistente |
50% |
- |
- |
Ebullición |
Poco resistente |
Mediano |
|
Ácido sulfúrico |
5% |
21 |
70 |
- |
Mediano |
Resistente |
5% |
- |
- |
Ebullición |
No resistente |
Mediano |
|
10% |
21 |
70 |
- |
Mediano |
Resistente |
|
10% |
- |
- |
Ebullición |
No resistente |
Poco resistente |
|
50% |
21 |
70 |
- |
Poco resistente |
Mediano |
|
50% |
- |
- |
Ebullición |
No resistente |
Poco resistente |
|
Concentrado |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Concentrado |
- |
- |
Ebullición |
Poco resistente |
Poco resistente |
|
Humeante |
- |
- |
- |
Mediano |
Resistente |
|
Agua clorinada saturada |
21 |
70 |
- |
Mediano |
Resistente |
|
Agua de mar |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Agua oxigenada |
21 |
70 |
- |
Muy resistente |
Resistente |
|
Alcohol etílico |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
- |
- |
Ebullición |
Muy resistente |
Muy resistente |
||
Alcohol metílico |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Amoniaco |
En general |
21 - 100 |
70 - 212 |
Ebullición |
Muy resistente |
Muy resistente |
Anhídrido |
43+ |
109+ |
Ventilado |
No resistente |
No resistente |
|
Hidróxido |
- |
- |
Ebullición |
Muy resistente |
Muy resistente |
|
Anhídrido acético |
90% anhídrido |
21 |
70 |
- |
Muy resistente |
Muy resistente |
90% anhídrido |
82 |
180 |
Ventilado |
Poco resistente |
Mediano |
|
Azúcar (jugo) |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Bencina (benzal) |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Bórax solución al 5% |
- |
- |
Caliente |
Muy resistente |
Muy resistente |
|
Carbonato de calcio |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Carbonato de sodio |
5% |
- |
- |
Ebullición |
Muy resistente |
Muy resistente |
50% |
- |
- |
Ebullición |
Muy resistente |
Muy resistente |
|
Cerveza |
Malta y mezclas |
21 |
70 |
- |
Muy resistente |
Muy resistente |
3.5% - 4.5% |
71 |
160 |
- |
Muy resistente |
Muy resistente |
|
Cloro |
Gas |
21 |
70 |
- |
Muy resistente |
Muy resistente |
Gas seco |
21 |
70 |
- |
Poco resistente |
Mediano |
|
Gas húmedo |
100 |
212 |
- |
No resistente |
No resistente |
|
Clorobenzina |
- |
- |
Ebullición |
Muy resistente |
Muy resistente |
|
Cloroformo seco |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Cloruro de acético seco |
- |
- |
Caliente |
Resistente |
Resistente |
|
Cloruro de aluminio |
21 |
70 |
- |
Poco resistente |
Mediano |
|
Cloruro de bario 5% y saturado |
21 |
70 |
- |
Resistente |
Muy resistente |
|
Cloruro de etileno |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Cloruro de etilo |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Cloruro de sodio |
2% |
21 |
70 |
Ventilado |
Muy resistente |
Muy resistente |
Saturado |
- |
- |
Ebullición |
Resistente |
Muy resistente |
|
Cloruro férrico |
1% saturación |
21 |
70 |
- |
No resistente |
No resistente |
Cloruro ferroso |
sol. saturada |
21 |
70 |
- |
No resistente |
Mediano |
Dicloroetano |
Seco |
- |
- |
Ebullición |
Muy resistente |
Muy resistente |
Eter |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Flúor (gas) |
21 |
70 |
- |
No resistente |
No resistente |
|
Frutas (jugo) |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Gasolina |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Hidróxido de sodio |
20% |
- |
- |
Ebullición |
Muy resistente |
Muy resistente |
30% |
- |
- |
Ebullición |
Resistente |
Resistente |
|
Jabón |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Leche |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Madera (pulpa) |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Monóxido de carbono |
760 |
1400 |
- |
Muy resistente |
Muy resistente |
|
871 |
1600 |
- |
Muy resistente |
Muy resistente |
||
Nitrato de sodio |
- |
- |
- |
Resistente |
Muy resistente |
|
Nitrato férrico 5% destilado o gas |
21 |
70 |
- |
Muy resistente |
Muy resistente |
|
Sulfato de aluminio |
10% |
- |
- |
Ebullición |
Resistente |
Muy resistente |
Saturado |
- |
- |
Ebullición |
Muy resistente |
Muy resistente |
|
Sulfato de amonia |
5% |
21 |
70 |
- |
Muy resistente |
Muy resistente |
10% |
- |
- |
Caliente |
Resistente |
Muy resistente |
|
Sulfato de cobre |
100 |
212 |
- |
Muy resistente |
Muy resistente |
|
Sulfito de sodio |
25% |
- |
- |
- |
Muy resistente |
Muy resistente |
50% |
- |
- |
- |
Muy resistente |
Muy resistente |
|
Tinta |
21 |
70 |
- |
Resistente |
Muy resistente |
|
Vegetales (jugo) |
- |
- |
- |
Muy resistente |
Muy resistente |
|
Vinagre |
Inactivo |
21 |
70 |
- |
Muy resistente |
Muy resistente |
Agitado |
- |
- |
- |
Muy resistente |
Muy resistente |
|
Caliente |
- |
- |
- |
Muy resistente |
Muy resistente |
|
Vino |
24 |
75 |
- |
Muy resistente |
Muy resistente |
|
Whisky Escocés |
- |
- |
- |
Muy resistente |
Muy resistente |
|
Tabla de corrosión del acero inoxidable Tipo 304 y 308 frente a diferentes actores.
MATERIALES USADOS PARA LA PROTECCIÓN.
FONDOS
Los ligantes actúan como efecto de barrera y los pigmentos aportan la acción inhibidora ante la corrosión.
TERMINACIONES
de elevada calidad (dureza superficial).
de óxido de hierro (calor).
adhesión. Lleva diluyente especial.
COMBINADOS
específicos (dureza). Se adiciona un reactivo (2x1).
inercia química y resisten al agua del alquitrán de hulla (color
negro).
OTROS
convierten en un film protector (barrera).
la transformación del óxido.
complementa la acción de los fondos (no sustituye).
Imprescindible para superficies galvanizadas o aluminio.. Resinas
vinílicas.
TIPO |
ASPECTO |
RUGOSIDAD |
COBERTURA |
APLICACION |
Brillante |
Brillante |
<0.5 m |
300 g/m2 |
Cubiertas |
Semimate |
Oscuro |
0.5 a 1.5 m |
450g/m2 |
Guarda-rail |
Mate |
Gris |
>1.5 m |
600g/m |
alcantarillas |
PASIVADO proceso posterior al recubrimiento que consiste en la aplicación de inhibidores de la formación del óxido blanco.
Este proceso permite una adecuada conservación del material sin que se modifique la apariencia por la ausencia de aireación. Los inhibidores más comunes son aceites, ácido crómico diluido o distintos fosfatos.
PRODUCTOS TERMINADOS
Ejemplos de chapas y perfiles.
EL ACERO GALVANIZADO.
MATERIA PRIMA
Bobinas de acero laminadas en caliente con espesores hasta un mínimo de 2.5 cm. El óxido que se forma por la laminación debe ser removido (decapado() por medios químicos o térmicos. En general el material sufre una segunda laminación , en frío, para obtener espesores del orden de los 3mm. Este material tiene buen acabado superficial, espesores precisos y bu4ena planabilidad pero debido al excesivo trabajo mecánico desarrollado presenta un elevado grado de dureza por lo cual se le debe someter a un proceso de recocido para ablandarlo y mejorar su formabilidad.
DECAPADO
Proceso mediante el cual se procede a la limpieza de la bobina previo al proceso de aplicación del recubrimiento. Cuando se emplea el proceso químico el metal debe presentar el grado de dureza que requiere el producto terminado, pero si se emplea el proceso de temperatura el metal debe presentar un grado de dureza mayor para ser ablandado en el proceso de decapado.
PROCESO DE EJECUCION
Luego de pasar el material por hornos de enfriamiento donde la temperatura cae a 450º (temperatura de fusión de Zn) el acero se sumerge en un baño de zinc donde el recubrimiento es aplicado. La relación peso-espesor del recubrimiento se controla de acuerdo a especificaciones y normas internacionales y a vía de ejemplo la norma indica un recubrimiento de 275 g/m2 para ambas caras de la chapa. Diversos factores deben combinarse para conseguir los distintos espesores (entre 30 y 90 micras) como también la composición del baño y el tiempo de enfriamiento determinan la microestructura y características superficiales.
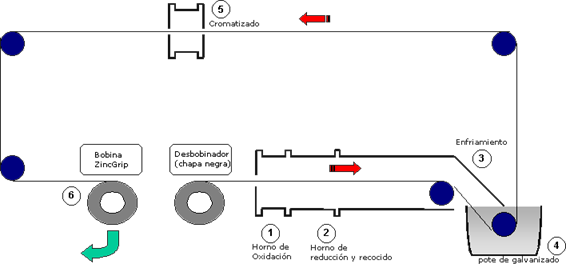
Proceso de producción del acero galvanizado:
EL ACERO INOXIDABLE.
ESPECIFICACIONES TECNICAS
Los aceros inoxidables son aleaciones capaces de presentar un amplio rango de resistencia a la corrosión, resistencia mecánica y posibilidades de ser trabajado.
Son típicamente aleaciones de hierro donde hay por lo menos, un tenor de cromo de 11% agregado, para obtenerse una resistencia a la corrosión semejante a la del cromo puro. Un acero inoxidable con un 11% de cromo no será corroído o no se oxidara cuando este en condiciones atmosféricas normales. Para obtenerse mayor resistencia a la corrosión se agrega mas cromo a la aleación, pudiéndose producir aceros inoxidables con tenores del 15%, 17% , 20% y hasta 27% de cromo.
Otros elementos de aleación son adicionados para el mejoramiento de la resistencia mecánica y la maleabilidad así como también la resistencia a la corrosión, tal es el caso del níquel.
Es así que la elección de un tipo de acero inoxidable para atender a una aplicación especifica debe ser hecha con criterio y obedecer a ciertos parámetros.
Todos los metales y aleaciones son susceptibles de presentar corrosión en algún ambiente; no existe un metal o aleacion indicada para todas las aplicaciones. Los aceros inoxidables son resistentes a la corrosión en una gran cantidad de ambientes; para que tenga un buen desempeño solo hay que mantenerlo libre de contaminaciones que podrian derivar en corrosion, esto se logra mediante metodos muy simples.(tabla 1).
El acero inoxidable en contacto con el aire, forma una fina película de oxido adherente. Esta capa transparente, esta formada principalmente por óxidos de cromo y también con tiene hierro y níquel. Cuando esta limpia y adecuadamente formada, es inerte bajo la mayoría de las condiciones. En este estado se dice que el acero inoxidable esta “pasivo”.
Esta película, aunque muy fina, es extremadamente durable y se genera continuamente en el aire u otro ambiente oxidarte, tales como agua aireada o ácido nítrico. Cuando se produce un daño, en este tipo de medio, la película se repara automáticamente.
Durante la fabricación o manipulación de una pieza se pueden producir daños a la superficie, defectos, e introducir sustancias tales como polvo, suciedad, partículas de hierro, manchas de oxido, salpicaduras de la soldaduras, aceites y grasas, pinturas y adhesivos residuales,etc. Una vez que se daña, el acero inoxidable que se encuentra debajo se debilita o se altera y puede comenzar la corrosión.
Como se menciono anteriormente, muchos delos defectos superficiales se introducen durante la fabricación y manejo de los materiales y equipo. A través de la insistencia en procedimientos y controles adecuados , se pueden evitar muchos problemas asociados con la falta de cuidados y errores de fabricación. Se sugieren las siguientes especificaciones par agregar a las ordenes de compras o memorias constructivas correspondientes:
Todas las superficies que estarán en contacto con los productos del proceso deberán estar libres de aceite, grasa, marcas de dedos, crayones, tintas, pinturas, cintas y otras sustancias que contengan material orgánico.
Todas las superficies deberán estar libres de contaminación por hierro.
Todas las soldaduras deberán estar libres e coloración y otras oxidaciones, salpicaduras, marcas de electrodos, decapantes y zonas manchadas por cepillado y pulido. Si la inspección visual revela defectos , se requerirá el tratamiento mecánico, químico y/o electroquímico adecuado.
Todos los defectos de soldaduras tales como penetración incompleta, fusión incompleta y rajaduras, deberán ser reparadas desbastando y volviendo a soldar.
Se requerirá que todas las aberturas sean cerradas después que se hayan realizado los procedimientos de limpieza. Todas las tapas deberán permanecer en posición hasta en ensamblado final y durante el transporte.
CORROSIÓN: CAUSAS Y REMEDIOS
Son 5 los riesgos que amenazan el éxito de los aceros inoxidables. Estos son: la corrosion intergranular, la corrosion por efecto galvanico, la corrosion por contacto, la corrosion en forma d picado o de pinchazos de alfiler, y la corrosion por fatiga. Muchos fracasos pueden ser evitados dándose cuenta sencillamente de los riesgos involucrados y adoptándose las medidas apropiadas para eliminarlos.
Corrosión ínter granular.
Causa: un tratamiento térmico inadecuado del acero inoxidable puede producir una retícula de carburos en los aceros con mas de 0,03% de carbono. El metal que contenga tal retícula es susceptible de corrosión ínter granular. Se puede producir por la exposición a temperaturas a temperaturas entre 400 a 800ºC por un tiempo razonable (casos de grandes soldaduras, por ejemplo); donde el cromo se combina con el carbono, debilitando la pelicula pasiva en regiones especificas. Que el acero sea susceptible de corrosión ínter granular no significa necesariamente que será atacada por ella ; esta aparece si el material en esta situación (sensibilizado) es expuesto a medios agresivos. La precipitación de carburos puede ser eliminada por uno de los tres procedimientos indicados a continuación:
Por recocido: una vez terminadas las operaciones de elaboración y de soldadura, el acero deberá ser calentado hasta una temperatura lo suficientemente alta para disolver los carburos , para enfriarlos luego con la rapidez suficiente para evitar que se vuelva a precipitar el carburo.
Utilizando acero que contenga menos de 0,03% de carbono.
Utilizando un acero estabilizado: el titanio o el columbio se combinan con el carbono y evitan las precipitaciones perjudiciales.
Causas: la corrosión galvanica ejerce una acción localizada que puede sobrevivir cuando una junta de unión entre dos metales disimilares esta sumergida en una solución que puede obrar como electrolito. El empleo de distintos metales en una solución no significa que la corrosión galvanica sea inevitable. Los factores que influencian la corrosión galvanica incluyen:
Causas: una partícula de acero al carbono , una escama de oxido, cobre u otra sustancia extraña incrustada en el acero inoxidable puede ser suficiente para destruir la pasividad en el punto de contacto. La corrosión por contacto puede iniciarse en cualquier momento si los métodos de limpieza empleados no son meticulosos. El proyectista puede precaverse de todo ataque galvanico, pero a su vez , el personal encargado de la fabricación, la operación de los elementos de acero inoxidable, ha de prevenir la corrosión por contacto.
Causas: las soluciones que contengan cloruros podrían atacar por una acción de picado. Los cloruros ácidos, tales como el cloruro ferrico y el cloruro sodico son particularmente peligrosos. Generalmente los fracasos del acero inoxidable en un medio supuestamente a salvo de la corrosión son atribuibles a la presencia del ion cloruro en mayor concentración que la previsible (por ejemplo la limpieza con soluciones de hipoclorito).
Causas: este tipo de corrosión ocurre cuando el metal o aleación esta sometido simultáneamente a un estado de tensión y a un medio corrosivo especifico.
Los métodos de prevención de la corrosión por fatiga son principalmente de naturaleza general o empírica:
Reducción de los niveles de tensión a través de recocimiento, aumento de sección de la pieza o reducción de la carga aplicada.
USOS EN ARQUITECTURA DEL ACERO INOXIDABLE.
Los aceros inoxidables están cada vez mas presentes en las soluciones arquitectónicas de estos últimos tiempos. En los países desarrollados ya están consagradas las aplicaciones en paneles de revestimientos de interiores y de fachadas, escuadrias para aberturas y vidrierias, escaleras, barandas, etc.
En las aplicaciones estructurales ya comienzan a utilizarse perfiles laminares en frío, principalmente en Japón, donde las condiciones de agresividad de la atmósfera marina hacen adecuados el uso estructural del inoxidable en la construcción civil.
El poder corrosivo de los distintos ambientes sobre las superficies metálicas varia de un lugar a otro. La calidad de la superficie metálica es factor importante en el análisis de la corrosión .superficies pulidas presentan mejor resistencia ala corrosión por su bajo índice de rugosidad. A medida que la rugosidad superficial aumenta , mayor será la facilidad de retención de impurezas y, consecuentemente , mayor la sucptibilidad de corroerse. El tipo de acero inoxidable puede tener un mejor comportamiento de acuerdo al ambiente en que será utilizado. Para ello podemos consultar la siguiente tabla:
|
CALIDAD |
||
AMBIENTE |
AISI 316 |
AISI304 |
AISI430 |
Rural |
**** |
**** |
*** |
Urbano |
**** |
*** |
* |
Industrial |
*** |
** |
* |
Marino |
*** |
** |
* |
**** acero sobrado para el uso
*** acero adecuado
** acero utilizable con cuidados
* acero inadecuado
CONSIDERACIONES GENERALES PARA PROYECTAR.
El proyectista debe tener en cuenta que el acero inoxidable admite ser plegado, soldado, calado, etc. siendo un producto fácil de manejo.
Para viabilizar un buen proyecto deben estar presentes dos aspectos fundamentales:
Considerar en el costo del proyecto, los costos de fabricación, transporte, instalación y mantenimiento.
Elegir el tipo adecuado de acero inoxidable a ser utilizado.
Contar con las dimensiones delas chapas de acero inoxidable disponibles en el mercado para reducir las perdidas provenientes del corte.
Considerar el ambiente en el cual el proyecto va a ser construido.
Tratar de evitar soluciones con muchas operaciones soldadas. Tener en cuenta que las manchas de soldaduras son difíciles de eliminar chapas de poco espesor. Preferir soldaduras a tope que eliminan la superposición de chapas como forma de prevenir un tipo de corrosión.
Los acabados espejados resaltan pequeñas imperfecciones y marcas en la superficie. Los pulidos con direccionalidad en la textura (esmerilado) reflejan de manera diferente la luz ambiental, según se coloquen en forma longitudinal o transversal.
En proyectos compuestos por varios tipos de materiales metálicos, se deben tomar precauciones para prevenir la corrosión galvanica.
En cubiertas, debe contemplarse la adecuada inclinación para el drenaje de las aguas pluviales; las distancias entre los soportes, según dimensiones de chapas. Deben evitarse paneles muy grandes para evitar ondulaciones. Es preferible optar por acabados opacos por razones obvias.
PERFILES ESTRUCTURALES.
No es el objetivo de este trabajo el calculo y dimensionado de estructuras en acero inoxidable. Aportaremos alunas informaciones básicas para aumentar las opciones del arquitecto al momento de proyectar.
Los perfiles de acero inoxidable presentan una gran resistencia a la deformación bajo esfuerzos de tracción, compresión y flexión. La deformación permanente ocurre solo cuando los esfuerzos superan el limite de fluencia del acero.
En la mayor parte de las situaciones, los arquitectos no realizan el calculo estructural; sin embargo nos parece interesante que al momento de proyectar tenga sensibilidad de imaginar las dimensiones de los perfiles que debe utilizar.
El aumento de las características mecánicas de los aceros inoxidables se pueden lograr mediante el doblamiento. De este modo se puede lograr mayor rigidez.
Otra forma de aumentar la rigidez en elementos que cumplan función estructural, es utilizar tubulares rellenos con mortero, la propia forma de tubular tanto en sección circular como rectangular o cuadrada, constituye un aporte a las características mecánicas del elemento, y la utilización de un relleno contribuye aun más a elevar estas características.
USOS EN EXTERIORES.
El uso de aceros inoxidables en exteriores no conlleva técnicas especiales. Sin embargo se deben tomar algunas precauciones que consideramos oportuno enumerar:
FENÓMENOS DE LA CORROSION EN APLICACIONES ARQUITECTÓNICAS.
Los problemas de corrosión en los aceros inoxidables en aplicaciones arquitectónicas son prácticamente inexistentes. Si son seleccionados correctamente para cada ambiente, no deberían presentar problemas serios de corrosión. Sin embargo podría aparecer en proyectos con mal abordaje. Estos problemas son básicamente dos:
1. Corrosión localizada en fisuras:
este tipo de corrosión esta asociado a pequeños volúmenes de soluciones agresivas depositadas en poros, juntas superpuestas, superposiciones relacionadas con elementos de fijación, tornillos,etc. La falta de oxigenación y acumulación de agentes agresores son la causa fundamentadle este tipo de corrosión. Para evitarla, el proyectista deberá prever:
Corrosión galvanica: el acero inoxidable como elemento arquitectónico puede ser combinado con varios otros materiales metalicos y no metlicos. Son posibles las composiciones con vidrios, mármoles y granitos, materiales cerámicos, hormigón, etc.
Las soluciones arquitectónicas que combinan acero inoxidable y otros metales son posibles, pero requieren cuidados especiales para evitar la formación del par galvánico.
Como ya explicamos anteriormente, el par galvanico ocurre cuando dos metales distintos están en contacto en presencia de un electrolito.
Cuando se opta por esta solución para un diseño determinado, se debe prever un aislamiento entre ambos (revestir o pintar con pintura Epoxy uno de los materiales.
Métodos para la prevención y el combate de la corrosión galvanica:
Fuente del documento: http://www.fadu.edu.uy/construccion-i/files/2012/02/MATERIALES-FERROSOS-2.doc
Sitio para visitar: http://www.fadu.edu.uy
Autor del texto: no especificado en el documento de origen o se indique en el texto
Las letras son propiedad de sus respectivos autores y les damos las gracias por la oportunidad que nos brindan para conocer sus textos libres para fines ilustrativos y educativos. Si usted es el autor del texto y que está interesado para solicitar la eliminación del texto o la inserción de otra información envíe un correo electrónico después de que los controles adecuados que va a satisfacer su solicitud tan pronto como sea posible.
Los resúmenes, toma nota de los textos que figuran en nuestra página web se ponen a disposición de forma gratuita con fines didácticos de la ilustración, científica, social, civil y cultural a todos los posibles interesados de acuerdo con el concepto de uso justo, y con el 'objetivo de cumplimiento de la Directiva Europea 2001/29 / CE y del «arte. 70 de la ley 633/1941 sobre derechos de autor
La información médica y de la salud en este sitio es de carácter general y para propósitos informativos solamente y por lo tanto no puede en ningún caso sustituir el consejo de un médico (o un autorizado legalmente a la profesión).